- 把板厚、夹持力、安全裕度放进同一耦合框架,告别"板厚靠经验、夹持力靠放大、裕度靠保守"。
- 板厚以三次方规律支配挠度——多数工况下板厚首先是"刚度变量",比升钢级更有效。
- 摩擦夹持应以最低可保障气压(0.5 MPa)为设计基线,而非最高可能压力;缸径以平方影响推力。
- 真空吸附最不利工况通常是吸盘竖直时的横向抗滑,而非垂直提升;要按完整动作序列校核。
- 翻转场景的主导变量是偏心距;方案阶段优先"压缩偏心距"而不是末端加压补偿。
江苏安睿克智能科技有限公司 · 江苏
摘要:针对气动助力机械臂非标末端夹具设计中“板厚靠经验、夹持力靠放大、安全裕度靠保守”的问题,在公开工况边界下建立了板厚、夹持力与安全裕度的统一耦合分析框架。依据国家标准、材料数据库与制造商技术资料确定了常用结构钢、不锈钢、铝合金、TPU衬垫及铸铁工件的力学与热物性参数,建立了摩擦夹持、气缸推力、弯曲挠度、欧拉屈曲、扭转、真空吸附及螺栓/焊缝/销轴连接的校核模型,并通过50 kg摩擦夹持、80 kg 90°翻转和6/8/10 mm板厚对比三组算例,结合示意性有限元、敏感性分析与FMEA形成解析—仿真—试验闭环。结果表明:在0.5 MPa保守设计基线下,板厚以三次方规律支配挠度,偏心距以一次方规律支配翻转力矩,二者往往比材料屈服强度牌号更直接地控制设计安全;真空吸附的最不利工况通常并非垂直提升,而是吸盘竖直姿态下的横向抗滑。该框架为非标末端夹具的稳健化设计提供了可复现的量化依据。
关键词:气动助力机械臂;末端夹具;板厚;夹持力;安全裕度;真空吸附;敏感性分析
中图分类号:TH137;TP242 文献标识码:A
Coupled Design of Plate Thickness, Clamping Force and Safety Margin for End-Effectors of Pneumatic Power-Assist Manipulators
(Jiangsu Aurek Intelligent Technology Co., Ltd., Jiangsu China)
Abstract: To address the empirical “thickness-by-experience, force-by-amplification, margin-by-conservatism” problem in designing non-standard end-effectors for pneumatic power-assist manipulators, a unified coupled framework relating plate thickness, clamping force and safety margin is established under publicly available operating boundaries. The mechanical and thermophysical parameters of common structural steels, stainless steel, aluminium alloy, TPU pads and cast-iron workpieces are determined from national standards, material databases and manufacturer data. Verification models for friction clamping, cylinder thrust, bending deflection, Euler buckling, torsion, vacuum adhesion and bolt/weld/pin connections are built. Three worked examples—a 50 kg friction clamp, an 80 kg 90° flip and a 6/8/10 mm thickness comparison—together with schematic finite-element analysis, sensitivity analysis and FMEA form an analysis–simulation–test closed loop. Results show that, under a conservative 0.5 MPa design baseline, plate thickness governs deflection by a cubic law and eccentricity governs the flipping moment by a linear law, both controlling safety more directly than the nominal yield grade of the material; the worst case for vacuum adhesion is generally not vertical lifting but lateral anti-slip with the cup in a vertical posture. The framework provides a reproducible quantitative basis for robust design of non-standard end-effectors.
Key words: pneumatic power-assist manipulator; end-effector; plate thickness; clamping force; safety margin; vacuum adhesion; sensitivity analysis
00引言
非标搬运末端夹具与通用机器人抓手的根本差异,不在于“能否抓住工件”,而在于“能否在最低供气压力、最差表面状态、最大偏心和既定节拍下保持可验证的安全裕度”。已有抓取研究表明,耦合方式与摩擦机制会显著影响外扰作用下的稳定抓取;真空吸盘几何中的密封环与沟槽参数也会改变局部应力与吸附能力[1-2]。前者说明力传递链与约束分配本身就是抓取稳定性的核心变量,后者说明末端夹具设计不能停留在“足够大夹紧力”的经验层面,而应把结构、接触、驱动、环境与工艺路径视为耦合系统。
从公开工程资料看,气动助力机械臂被应用于高温铸铁件隔热转运、汽车顶棚真空翻转、电机定子内撑式搬运、汽车座椅总成偏心夹持等场景,并采用“分析—设计—评审—生产”的工程流程。负载能力、作业范围与提升行程需要结合工件、夹具、动作路径和安全系数逐项确认;本文仅将这些内容作为设计输入与应用原型,不直接作为材料常数或产品性能上限,以使模型对应真实工业场景。
本文研究对象为:安装在机械臂末端法兰上的非标夹具主体板、夹爪/吸盘总成、驱动气缸(或翻转执行缸)、中间杠杆/连杆及其连接件;不包括整机臂体疲劳寿命、基础安装强度与整线控制逻辑,仅聚焦末端夹具本体在“夹持—搬运—翻转—释放”环节中的静强度、刚度、稳定性与可验证安全裕度。
01边界条件与数据来源
1.1 工程输入条件
表1给出本文采用的工程输入条件。算例以0.5 MPa为保守设计基线、以0.7 MPa为压力校核值;其余数据均为分析示例,不代表产品能力上限。
表1 本文采用的工程输入条件
| 项目 | 设计输入 | 本文用途 |
|---|---|---|
| 额定工作气压 | 0.5~0.7 MPa | 典型设计窗口;0.5 MPa为保守基线,0.7 MPa为上限校核 |
| 负载能力 | 按工件重量、夹具重量、偏载与安全系数确认 | 算例仅用于说明末端夹具的耦合分析方法 |
| 作业范围 | 按工作空间、动作路径与结构方案确定 | 末端夹具需兼顾轻量化、刚度与操作手感 |
| 环境边界 | −15~50 ℃;相对湿度 <90% | 常温公开工况边界;高温工件另行修正 |
| 公开应用原型 | 高温铸铁件、汽车顶棚、定子、汽车座椅 | 对应高温、真空、大偏心、内撑四类场景 |
| 工程过程 | 分析—设计—评审—生产 | 组织本文验证与交付逻辑 |
注:表中公开工况、压力与应用示例均来自制造商官网公开页面[3]。
1.2 数据来源与引用优先级
为降低企业技术分析中的“经验参数漂移”风险,本文采用分层取数策略:第一优先为国家标准与官方标准平台,用于牌号定义、厚度相关强度下限与试验方法[4-5];第二优先为材料手册与数据库,用于弹性模量、泊松比、密度与热膨胀系数等结构设计必需的典型值[6];第三优先为制造商技术资料,用于真空吸附与夹具/执行元件的工程化选型规则[13];第四优先为同行评议论文,用于补充抓取稳定性、吸盘几何效应等机理[1-2]。凡属典型值而非供货状态实测值者,均在文中明确标记。
02材料参数与理论模型
2.1 符号说明
表2给出本文统一采用的主要符号与单位。
表2 主要符号与单位
| 符号 | 含义 | 单位 | 符号 | 含义 | 单位 |
|---|---|---|---|---|---|
| m | 工件质量 | kg | P | 供气压力 | MPa |
| mg | 夹具/翻转头质量 | kg | D | 气缸缸径 | mm |
| a | 运动加速度 | m/s² | d | 活塞杆直径 | mm |
| Fcyl | 气缸理论推力 | N | i | 机构放大比 | — |
| ηm | 机械效率 | — | NΣ | 总法向力 | N |
| μ | 摩擦系数 | — | S | 安全系数 | — |
| L | 悬臂长度/跨度 | mm | b | 板有效宽度 | mm |
| t | 板厚 | mm | I | 截面惯性矩 | mm⁴ |
| σ | 正应力 | MPa | τ | 剪应力 | MPa |
| δ | 挠度 | mm | e | 重心偏心距 | m |
| Md | 设计翻转力矩 | N·m | J | 扭转/极惯性矩 | mm⁴ |
| Δp | 真空有效压差 | kPa | Aeff | 有效吸附面积 | m² |
| ηs | 密封/吸附效率 | — | Pcr | 临界屈曲载荷 | N |
2.2 材料参数与数据来源
本文不把“材料强度高”等同于“夹具更优”:对夹具而言,刚度、热稳定性、耐磨与连接工艺同样重要。钢种升级通常显著提高屈服强度,但对弹性模量影响很小,因此不会显著改变同几何结构的挠度;相反,铝合金虽显著减重,但几何不变时刚度通常仅为钢的约三分之一[6]。图1给出板厚—驱动—摩擦—安全裕度之间的耦合关系。
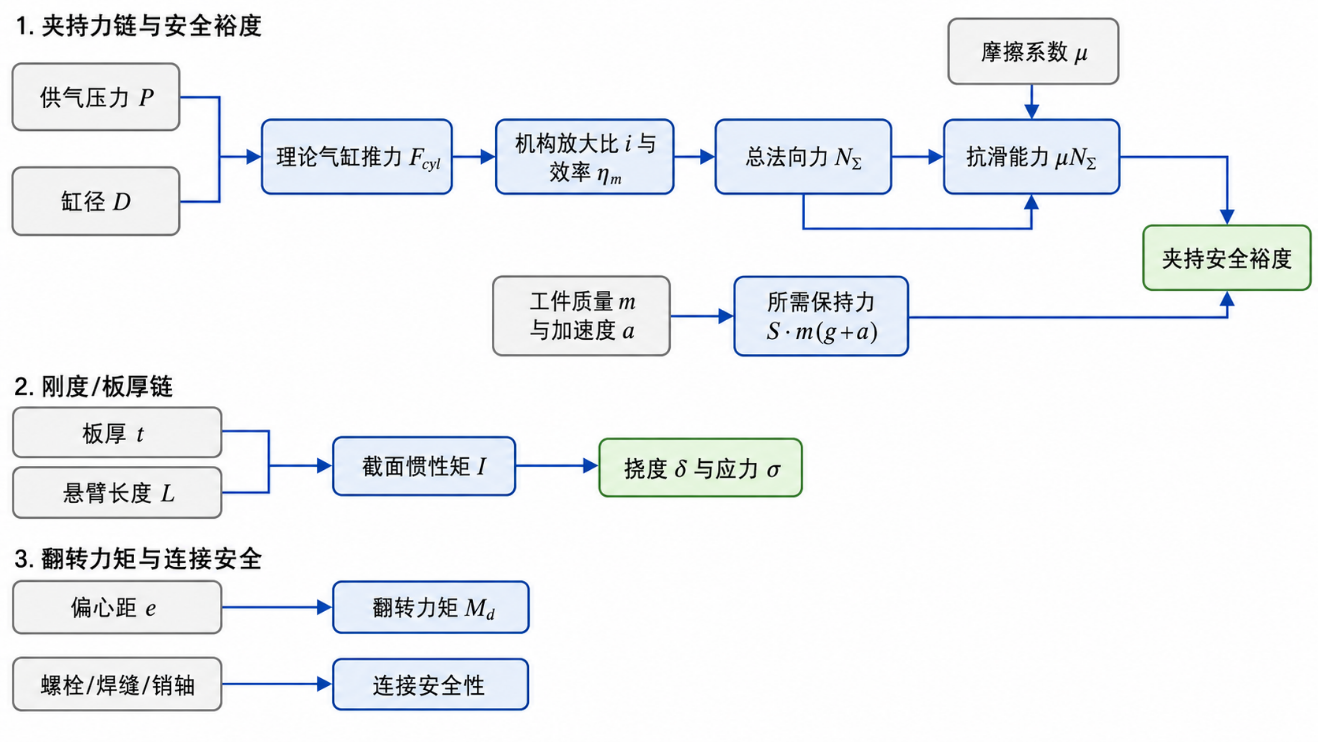
表3汇总本文算例使用的代表性材料参数。
表3 代表性材料参数
| 材料 | E/GPa | ν | ρ/(kg·m−3) | σy/MPa | α/(10−6·℃−1) | 设计说明 |
|---|---|---|---|---|---|---|
| Q235结构钢 | 190~210 | 0.27~0.30 | 7 850 | 235 | ≈12 | 通用焊接板件 |
| Q355低合金钢 | 190~210 | 0.27~0.30 | 7 850 | 355(≤16);345(>16~40) | ≈12 | 强度提升,刚度近普钢 |
| 45钢 | 190~210 | 0.27~0.30 | 7 850 | ≈355 | ≈12 | 适合销轴、耳轴 |
| 304不锈钢 | 193 | 0.29 | 8 000 | 215 | 17.3 | 耐蚀,热膨胀较大 |
| 6061-T6铝合金 | 68.9 | 0.33 | 2 700 | 276 | ≈23 | 轻量化,刚度显著下降 |
| TPU 95A类垫层 | 0.14级 | — | 1 210 | — | — | 接触缓冲层,需考虑蠕变 |
| 铸铁工件 | 80~160 | 0.2~0.3 | 6 900~7 400 | 随牌号变化 | 11~14 | 高温件需隔热与降额 |
注:结构钢、45钢的E、ν、ρ、α采用材料性质附录典型范围[6];Q355厚度相关屈服强度来自GB/T 1591—2018[5];304与6061-T6采用公开材料数据页[7-8];TPU采用Elastollan C95A数据页[9];铸铁室温范围采用NIST热物性汇编[10]。以上均属预设计典型值,正式工程应以材质证明书与必要抽检为准。
需指出,TPU等柔性垫层不能视为“仅改变接触手感”的附属件。公开数据表中,Elastollan C95A拉伸模量约140 MPa、Shore A硬度约96,并附23 ℃蠕变模量—时间曲线,说明在持续夹紧与高频循环下接触层会发生可观的时变柔顺与应力松弛[9]。对高温铸件,NIST汇总显示铸铁室温杨氏模量约80~160 GPa、线膨胀系数约11~14×10−6·℃−1,温升会显著改变接触条件与尺寸链;公开高温铸铁件案例亦采用隔热结构与冷却气路以降低其影响[10][3]。
2.3 摩擦夹持与气缸推力模型
对双侧摩擦夹持,忽略局部接触压强不均,抗滑基本条件为
 (1)
(1)所需总法向力为
 (2)
(2)双侧对称时单侧法向力为
 (3)
(3)需注意口径问题:部分标准将夹持力定义为“单侧力”,而抗滑能力通常由两侧法向力之和决定。本文统一以NΣ表示总法向力、Nside表示单侧力。作为夹爪类设备公开试验参照,T/SZRA 001—2024建议推荐负载按摩擦系数不高于0.2、安全系数不低于2核算[11],本文将其用作保守预设计基线。
气缸理论推力由有效受压面积与供气压力确定。对伸出侧与回程侧分别为
 (4)
(4) (5)
(5)若存在杠杆、楔块或连杆放大,则可提供的总法向力为
 (6)
(6)式中:i为机构放大比;ηm为机械效率,用以统一吸收密封、导向与机构损失[12]。摩擦系数不能凭经验固定:制造商技术资料强调必须在“原始工件—真实表面—真实污染状态”下试验确定,其公开参考区间大致为油性表面约0.1、湿表面0.2~0.3、干燥木材/金属/玻璃/石材约0.5、粗糙表面约0.6[13]。
2.4 弯曲、挠度、屈曲与扭转模型
将夹具主体板按矩形截面悬臂梁近似,截面惯性矩、根部最大弯曲应力与自由端挠度分别为
 (7)
(7) (8)
(8) (9)
(9)式(8)、式(9)揭示了板厚设计的关键事实:应力随t的二次方下降,而挠度随t的三次方下降。因此在要求夹持平行度、定位精度与翻转稳定性的夹具中,板厚首先是“刚度变量”,其重要性常高于“强度变量”。对受压细长杆与薄壁支承件,应同时校核欧拉屈曲;对翻转轴、法兰套筒与销轴,可采用圣维南扭转关系
 (10)
(10) (11)
(11)由于多数钢材弹性模量均在190~210 GPa,结构钢与高强钢之间E的差异远小于屈服强度差异,故“提升钢级”对挠度的改善通常远小于“增加板厚”或“缩短悬臂”;而6061-T6的E仅约68.9 GPa,几何不变时铝制夹具挠度约为钢制的3倍量级[6]。
2.5 真空吸附模型
真空吸附的法向保持力来自压差
 (12)
(12)式中:Δp为有效压差;Aeff为有效吸附面积;ηs为密封效率。真空百分比是相对于环境压力的相对量,海平面大气压约101.3 kPa,故60%真空度可近似取Δp≈60.8 kPa[14]。对三种典型搬运情景,理论保持力分别为:垂直提升(吸盘水平)、水平转运(吸盘水平)、最不利工况(吸盘竖直、承受竖直方向力)
 (13)
(13) (14)
(14) (15)
(15)若采用n个吸盘,则单杯所需理论保持力为
 (16)
(16)计算应基于整个搬运序列中最不利的载荷情形,而非仅看起吊瞬间。对光滑致密表面安全系数至少取1.5,对多孔、粗糙、含油或异质表面宜取2.0及以上;多孔材料宜在30%~55%真空区间保证流量补偿,致密表面宜在55%~80%真空区间获得更高保持力[13,15]。
以补充例说明位姿路径的重要性:取6个直径60 mm吸盘、真空度60%、ηs=0.85,单杯理论法向力约
总法向力约876 N,对25 kg致密板件静载比约3.57,按垂直提升工况似乎充分安全;但当工件进入“吸盘竖直、纵向受力”最不利工况,取μ=0.25、a=1 m/s²、S=2时,所需总保持力增至约2 162 N,6个ϕ60吸盘明显不足。可见真空夹具的设计对象是“完整动作序列”而非“单一提起动作”。
2.6 连接校核
连接件除作名义承载判断外,还应考虑松动、孔壁压溃、疲劳与装配偏差。本文采用以下名义校核式作一阶筛选——螺栓平均剪应力、孔壁承压应力、双剪销轴平均剪应力分别为
 (17)
(17) (18)
(18) (19)
(19)角焊缝有效喉厚、有效面积与名义剪应力为
 (20)
(20) (21)
(21)公开焊接设计资料普遍采用0.707z作为角焊缝有效喉厚近似[17];对依赖摩擦防滑的螺栓连接,滑移系数受表面状态影响显著,宜通过代表性试验获得,而非直接照搬经验值[16]。
03典型算例与有限元方案
三组算例均以0.5~0.7 MPa为供气窗口、0.5 MPa为保守基线,摩擦夹持预设计基线取μ≤0.2、S≥2[3,11]。所有几何尺寸、机构效率与偏心距均为说明方法而设定的工程示例值。
3.1 算例1:50 kg双侧摩擦夹持
题目:双侧摩擦夹具搬运50 kg工件,取a=1.0 m/s²、μ=0.20、S=2.0、i=3.0、ηm=0.85。逐步计算如下。
候选缸径对比见表4。
表4 算例1不同缸径与压力下的对比
| 缸径 | 压力/MPa | Fcyl/N | i ηm Fcyl/N | 对 NΣ裕度 |
|---|---|---|---|---|
| ϕ63 | 0.5 | 1 559 | 3 974 | 0.74 |
| ϕ63 | 0.6 | 1 870 | 4 769 | 0.88 |
| ϕ63 | 0.7 | 2 182 | 5 564 | 1.03 |
| ϕ80 | 0.5 | 2 513 | 6 409 | 1.19 |
| ϕ80 | 0.6 | 3 016 | 7 691 | 1.42 |
| ϕ80 | 0.7 | 3 519 | 8 972 | 1.66 |
结论:若按0.5 MPa基线冻结方案,ϕ63明显不足而ϕ80具备可用裕度;即使现场稳定供给0.7 MPa,ϕ63也仅达边界值,不适合保守设计。可见摩擦夹持中设计基线取值比“最高可能压力”更关键。
3.2 算例2:80 kg工件90°翻转
题目:80 kg工件做90°翻转,工件重心偏心距e=0.30 m;翻转头与局部组件质量mg=15 kg、偏心距eg=0.15 m;综合翻转设计系数κM=2.2;有效力臂r=0.12 m;ηm=0.85。
候选缸径对比见表5。
表5 算例2不同缸径与压力下的对比
| 缸径 | 压力/MPa | Fcyl/N | 可提供载荷矩/(N·m) | 对 Md裕度 |
|---|---|---|---|---|
| ϕ100 | 0.5 | 3 927 | 400.6 | 0.71 |
| ϕ100 | 0.6 | 4 712 | 480.7 | 0.85 |
| ϕ100 | 0.7 | 5 498 | 560.8 | 0.99 |
| ϕ125 | 0.5 | 6 136 | 625.9 | 1.10 |
| ϕ125 | 0.6 | 7 363 | 751.0 | 1.33 |
| ϕ125 | 0.7 | 8 590 | 876.2 | 1.55 |
结论:90°翻转问题的首要变量是偏心距而非钢板屈服强度。若把偏心距由0.30 m降至0.20 m,其他条件不变时静态重力力矩降低约30%,往往比把板材由Q235升级到Q355更有效地降低系统风险。
3.3 算例3:6/8/10 mm板厚对比
题目:对同一主体板比较6/8/10 mm三种板厚,按矩形截面悬臂梁处理,取有效宽度b=160 mm、悬臂长度L=150 mm、端部等效载荷F=1 000 N、E=210 GPa。由式(7)~式(9)计算结果见表6。
表6 算例3不同板厚的计算结果
| 板厚/mm | I/mm4 | σmax/MPa | δmax/mm | 相对刚度 |
|---|---|---|---|---|
| 6 | 2 880 | 156.3 | 1.86 | 1.00 |
| 8 | 6 827 | 87.9 | 0.785 | 2.37 |
| 10 | 13 333 | 56.3 | 0.402 | 4.63 |
若工艺要求端部挠度不超过0.50 mm,则10 mm满足要求,8 mm接近上限,6 mm明显不足。值得注意的是,6 mm板最大弯曲应力156 MPa虽未超过Q235典型屈服强度235 MPa,但其挠度远超工艺允许值,这正是“板厚首先受刚度而非强度控制”的典型情形。
3.4 有限元仿真方案
正式项目中,上述解析模型应用于快速筛选而非替代详细仿真。建议的有限元方案见表7。
表7 建议的有限元建模方案
| 项目 | 建议设置 |
|---|---|
| 模型 | 主体板、法兰、耳板、连接座、夹爪支架构成三维实体模型 |
| 材料 | 结构钢取E=206 GPa、ν=0.30、ρ=7 850 kg·m⁻³中值;304或6061-T6按表3替换 |
| 单元 | 二阶四面体或六面体;整体网格4~5 mm,孔边/圆角/耳板根部局部1~1.5 mm |
| 接触 | 夹爪—工件为摩擦接触;焊接区先简化为并体,后续对焊趾做局部子模型 |
| 约束 | 末端法兰孔圈全约束;翻转头按实际转轴设铰接或耦合约束 |
| 载荷 | 重力、夹持等效法向力、偏心矩、翻转惯性载荷;必要时计入侧向冲击放大 |
| 输出 | 总位移、Mises应力、最大主应力、接触压力、孔边及耳板根部应力、连接载荷 |
| 网格无关性 | 局部再细化约30%,关键应力与位移变化<5%即认为通过 |
采用结构钢中值E、ν的理由,是材料附录给出钢材弹性模量190~210 GPa、泊松比0.27~0.30,前期仿真取中值可避免对某一牌号的虚假精确化[6]。图2给出建议的有限元建模与应力热点位置示意。
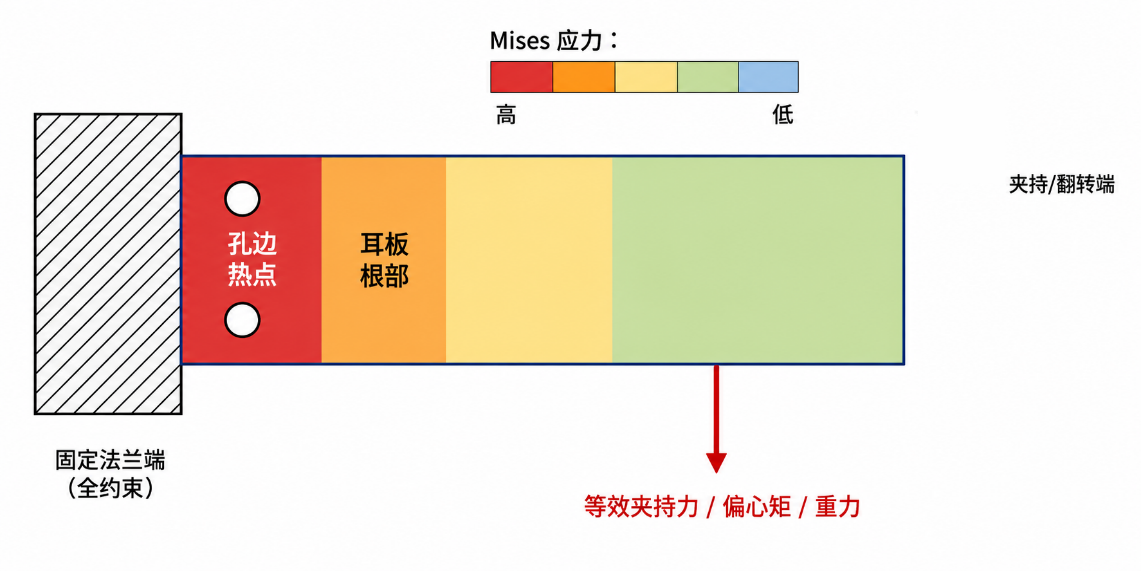
本文不掌握具体CAD几何与企业网格文件,故下列结果作为示意性结果给出,仅用于说明技术论文有限元章节的写法与校核口径,不替代项目实算。仍采用算例3的6/8/10 mm三组板厚,结果见表8。
表8 示意性有限元结果
| 板厚/mm | 示意最大Mises应力/MPa | 示意最大位移/mm | 对Q235应力比 | 主要热点 |
|---|---|---|---|---|
| 6 | ≈170 | ≈1.93 | 0.72 | 法兰孔边、气缸耳板根部 |
| 8 | ≈96 | ≈0.81 | 0.41 | 孔边过渡圆角 |
| 10 | ≈61 | ≈0.42 | 0.26 | 法兰连接区局部 |
示意值与解析解保持同阶:板厚增加后位移按t的三次方下降、应力按t的二次方下降,而孔边与耳板根部局部峰值略高于解析梁模型,源于几何不连续带来的应力集中。正式项目应至少补充焊趾与开孔转角局部细化、螺栓预紧与接触非线性二次复算;高温工况还应叠加热载荷与接触热降额分析。
04敏感性分析、实验验证与FMEA
4.1 敏感性分析
由模型可直接给出简洁的一阶灵敏度。对摩擦夹持安全裕度、板挠度与翻转力矩分别有
据此构造表9的一阶敏感度。
表9 主要变量的一阶敏感度
| 变量 | 主要影响响应 | 数学敏感度 | 变量+10%时响应变化 |
|---|---|---|---|
| 供气压力 P | 夹持安全裕度 | +1 | +10% |
| 缸径 D | 夹持安全裕度 | +2 | +21% |
| 摩擦系数 μ | 夹持安全裕度 | +1 | +10% |
| 机构放大比 i | 夹持安全裕度 | +1 | +10% |
| 机械效率 ηₘ | 夹持安全裕度 | +1 | +10% |
| 工件质量 m | 夹持安全裕度 | −1 | −9.1% |
| 板厚 t | 挠度 | −3 | −24.9% |
| 悬臂长度 L | 挠度 | +3 | +33.1% |
| 弹性模量 E | 挠度 | −1 | −9.1% |
| 偏心距 e | 翻转力矩 | +1 | +10% |
表9揭示三个关键事实:其一,夹持安全的首要几何变量是缸径,因其以平方进入推力;其二,主体板刚度对板厚与悬臂长度极端敏感,因其以三次方进入挠度;其三,翻转场景最怕偏心距漂移,故方案阶段应优先“压缩偏心距”,而非末端再用更高压力“补偿”。
4.2 实验验证方案
T/SZRA 001—2024规定了夹爪类设备的公开测试前提:环境温度20±2 ℃、相对湿度20%~80%、气压86~106 kPa,并建议测试前充分预热、对力控/重复定位/峰值扭矩采用50次循环统计[11]。真空模式可参考GB/T 34878—2017的漏率测试路径[18];材料或代表性构件疲劳可采用ASTM E466恒幅轴向疲劳试验作补充[19]。建议的验证流程见表10。
表10 建议的实验验证流程
| 阶段 | 目标 | 主要设备/仪器 | 输出 |
|---|---|---|---|
| 来料确认 | 确认板厚、材料、热处理状态 | 卡尺、超声测厚仪、硬度计、材质证明书 | 实际t、材质状态 |
| 夹持力标定 | 建立压力—夹持力曲线 | 压力传感器、拉压力传感器、采集系统 | P-Nside曲线 |
| 抗滑试验 | 反算等效摩擦系数μeq | 垂直加载工装、砝码/伺服加载器、位移传感器 | 失滑载荷与μeq |
| 挠度试验 | 验证板厚选择 | 激光位移计、标准载荷块 | F-δ曲线 |
| 翻转试验 | 验证0°/45°/90°位姿力矩 | 扭矩传感器、惯量模拟块、角度编码器 | M-θ曲线与超调量 |
| 重复性试验 | 验证夹持与定位离散性 | 自动循环平台、相机/位移计 | 50次重复定位误差 |
| 真空吸附试验 | 验证真空保持与泄漏 | 真空表、流量计、检漏设备 | 压降-时间曲线、有效压差 |
| 耐久与疲劳 | 验证寿命风险 | 循环试验台;必要时辅以coupon疲劳试验 | 寿命曲线、松动阈值 |
建议先以0.5、0.6、0.7 MPa三档做静态夹持力标定(各≥5个稳态点),再在真实工件或等效试件上做抗滑加载,分常温干燥、微油、磨削粉尘与高温四种状态分别反算μeq;随后进行挠度与翻转试验以验证解析解与仿真趋势,重复性试验≥50次。真空模块则在不同真空度下做保压与泄漏试验,并把压力下降斜率换算为有效压差衰减。最后,可把μ、ηm、κM等参数回填解析模型,将“经验值”转化为“现场识别值”[11]。
4.3 失效模式与影响分析(FMEA)
表11给出针对末端夹具的FMEA建议,S、O、D取1~10级,风险优先数RPN=S×O×D。
表11 末端夹具FMEA
| 失效模式 | 主要原因/后果 | S | O | D | RPN | 建议措施 |
|---|---|---|---|---|---|---|
| 摩擦失滑 | μ下降、油污、压力不足/坠落 | 10 | 4 | 4 | 160 | 真实工件测μ;0.5 MPa基线;加防滑齿/包覆 |
| 板过度挠曲 | 板厚不足、悬臂过长/对位误差 | 8 | 5 | 4 | 160 | 优先增厚或缩短悬臂;加肋而非仅升钢级 |
| 翻转力矩不足 | 偏心估计偏小、动载漏算/停滞 | 9 | 3 | 5 | 135 | 先测重心;引入κM;留足裕度 |
| 焊缝疲劳裂纹 | 焊趾应力集中、残余应力/断裂 | 9 | 3 | 6 | 162 | 焊趾打磨、圆角过渡、热点疲劳复算 |
| 螺栓预紧衰减 | 振动、沉降、热循环/松动 | 7 | 5 | 5 | 175 | 预紧扭矩管理、防松、定检复紧 |
| 销轴磨损增隙 | 频繁翻转、润滑不足/精度恶化 | 7 | 4 | 5 | 140 | 可换轴套;提高表面硬度 |
| 真空泄漏 | 吸盘老化、表面不平/掉件 | 10 | 3 | 4 | 120 | 保压试验、分区真空、定期更换 |
| 高温密封降额 | 热隔离不足/夹持力漂移 | 8 | 3 | 6 | 144 | 热屏蔽、冷却气路、选耐热并降额 |
就RPN而言,螺栓预紧衰减、焊缝疲劳裂纹、板过度挠曲与摩擦失滑最值得优先控制——它们的平均应力未必最高,但在循环、热、污染与装配偏差累积后最易放大为失效。
05讨论
本文将材料、力学、接触与工艺置于同一坐标系下讨论,其局限在于仍属前期工程分析框架而非针对某一真实三维产品的最终解算。其一,材料表中E、ρ、ν、α多为典型值,受制造工艺、缺陷、温度与受载历史影响,正式分析应咨询材料供应商;304与6061-T6数据对应特定状态,铝合金焊后软化敏感,不能将母材数据等同于焊后区域性能[6][7-8]。
其二,摩擦与真空模型均采用“库仑摩擦+有效压差”一阶近似。制造商资料强调摩擦系数须在原始工件上试验确定,真空度选择也与表面是否多孔直接相关[13-15]。模型能区分“哪个变量更敏感”,但不能替代真实表面、温度与污染状态下的标定试验;对高温铸件尤其如此,隔热、冷却与密封降额可能比“再加大夹持力”更有效[10][3]。
其三,有限元部分是示意性结果而非验收报告,刻意与解析解保持同阶,旨在说明论文写法、边界条件与热点识别。正式项目至少应追加焊缝几何与残余应力、螺栓预紧与接触滑移、柔性垫层粘弹性或蠕变、以及高温与循环载荷叠加四类修正,并与现场试验数据一起回填,方能转换为可复现的工程标准件。
06结论
(1)末端夹具板厚、夹持力与安全裕度之间存在明确耦合关系,板厚对挠度的影响为三次方级,在多数要求平行度与低抖动的工况中,板厚首先是刚度问题。
(2)对钢制夹具,仅把Q235升级到Q355显著提高屈服强度却几乎不改变同几何刚度;“升钢级”通常不如“增板厚、缩悬臂、减偏心”有效。
(3)在50 kg摩擦夹持算例中,按0.5 MPa与μ=0.20的保守口径,ϕ80缸径可满足要求而ϕ63不能,说明设计基线应取最低可保障压力而非最高可能压力。
(4)在80 kg的90°翻转算例中,偏心距是主导变量,翻转风险主要受质量、偏心距与综合动载系数控制。
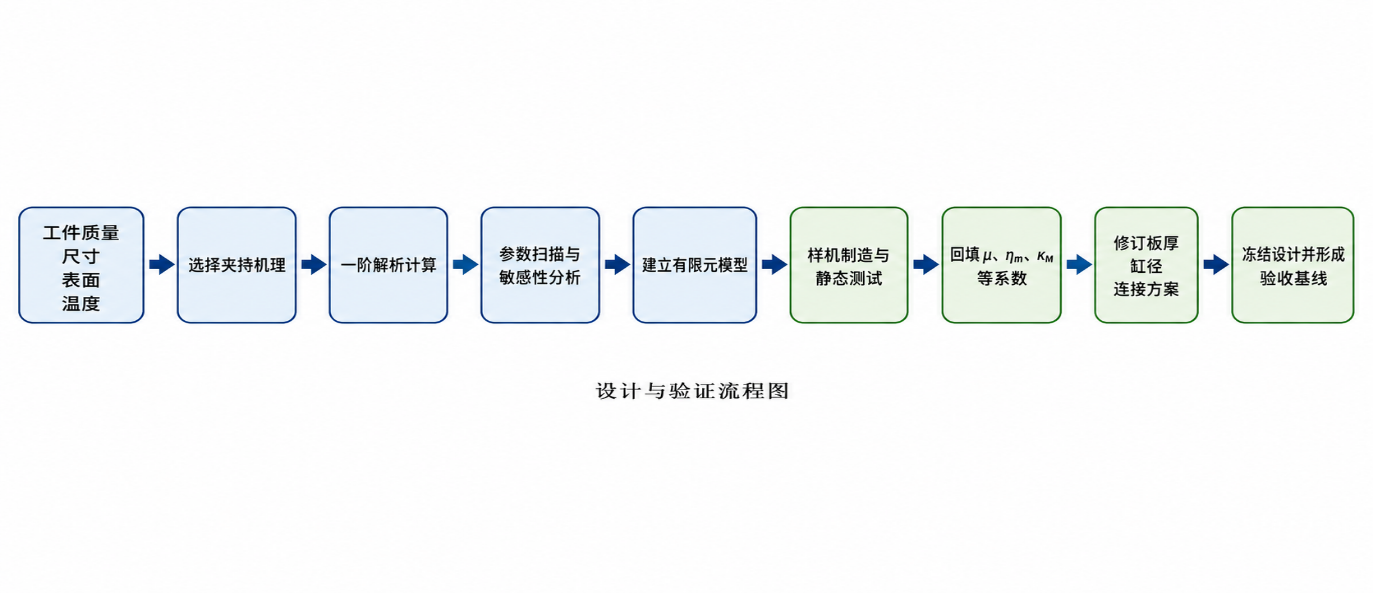
(5)对真空吸附,最不利工况通常来自完整动作序列中的侧向抗滑而非单一垂直提举,摩擦系数与安全系数必须经真实工件试验校准。综合而言,稳健设计路径不是“无限加大夹紧力”,而是“先识别真实边界,再用解析—仿真—试验闭环冻结板厚、缸径、连接与表面参数”[6]。设计与验证闭环见图3。
参考文献 · REFERENCES
[1] BELTER J T, DOLLAR A M. Underactuated grasp acquisition and stability using friction based coupling mechanisms[C]//2011 IEEE International Conference on Robotics and Automation. Shanghai: IEEE, 2011: 5895-5900.
[2] 熙鹏, 丛茜, 叶绍波, 等. 真空吸盘的仿生设计与吸附性能分析[J]. 吉林大学学报(工学版), 2025, 55(1): 382-391.
[3] 江苏安睿克智能科技有限公司. 助力机械臂、非标夹具、真空吸吊机及典型应用案例公开技术资料[EB/OL]. [2025-06-01]. https://www.aurek.cn/.
[4] 全国钢标准化技术委员会. 碳素结构钢: GB/T 700—2006[S]. 北京: 中国标准出版社, 2006.
[5] 全国钢标准化技术委员会. 低合金高强度结构钢: GB/T 1591—2018[S]. 北京: 中国标准出版社, 2018.
[6] 东南大学结构与桥梁工程实验中心. 常用材料性质参数[Z]. 南京: 东南大学, 2020.
[7] MatWeb. 304 stainless steel material data sheet[EB/OL]. [2025-06-01]. https://www.matweb.com/.
[8] ASM International. Aluminum 6061-T6/6061-T651 material data sheet[EB/OL]. [2025-06-01]. https://www.matweb.com/.
[9] BASF. Elastollan C 95 A (TPU) material data sheet[EB/OL]. [2025-06-01]. https://www.materialdatacenter.com/.
[10] NIST. Thermophysical properties of materials[R/OL]. Gaithersburg: National Institute of Standards and Technology, [2025-06-01]. https://materialsdata.nist.gov/.
[11] 苏州市机器人产业协会. 旋转电动夹爪 性能规范及试验方法: T/SZRA 001—2024[S]. 苏州: 苏州市机器人产业协会, 2024.
[12] SMC Corporation. Best pneumatics technical data: theoretical output of air cylinders[EB/OL]. [2025-06-01]. https://www.smcworld.com/.
[13] Schmalz. Theoretical holding force of a suction cup[EB/OL]. [2025-06-01]. https://www.schmalz.com/.
[14] Festo. Basic principles of vacuum technology[EB/OL]. [2025-06-01]. https://www.festo.com/.
[15] COVAL. Suction cup performance[EB/OL]. [2025-06-01]. https://www.coval.com/.
[16] KULAK G L, FISHER J W, STRUIK J H A. Guide to design criteria for bolted and riveted joints[M]. 2nd ed. Chicago: AISC/RCSC, 2001.
[17] Purdue University. Weld strength and effective throat: lecture notes of CE 470[Z]. West Lafayette: Purdue University, 2013.
[18] 全国真空技术标准化技术委员会. 真空技术 阀门 漏率测试: GB/T 34878—2017[S]. 北京: 中国标准出版社, 2017.
[19] ASTM International. Standard practice for conducting force controlled constant amplitude axial fatigue tests of metallic materials: ASTM E466[S]. West Conshohocken: ASTM International, 2021.